Updates on Additive Manufacturing of Impact Limiters for Transportation Casks
AUTHORS
Sven Bader, Brad Crotts, Don McGee, John McEntire
Orano Federal Services
Michael Smith
University of North Carolina at Charlotte
PRESENTING
March 12, 2025 - Entire white paper will be posted here
Waste Management Symposia
ABSTRACT
With the significant advances in additive manufacturing (AM), otherwise known as 3D printing, Orano Federal Services (Orano FS) and the University of North Carolina at Charlotte (UNC at Charlotte) recently reexamined the capabilities to print
impact limiters for transportation casks utilized to ship SNF. Impact limiters are utilized on transportation casks (sometimes also referred to as transportation overpacks) to protect the package and its contents (SNF) primarily from hypothetical
accident conditions (HAC) as specified in 10 CFR 71.73 which include a 9 m (30 ft) drop. Currently, many certificate of compliances (CoC) for transportation casks include impact limiters made of balsawood and redwood or honeycomb aluminum structures,
both of which require expensive fabrication processes to be produced (on the order of millions of dollars).
Previous studies into using AM as an alternative manufacturing process for the fabrication of impact limiters identified a deficiency in the capabilities of AM printers to produce large components such as impact limiters which can reach outer diameters of approximately 365.75 cm (144 inches). However, an updated study has revealed that not only can AM printers produce substantially larger objects, but new patterns have also been created that have the potential to provide advantages for impact limiters, some new standards have been produced to support AM (though not to nuclear standards yet), and these larger objects can be printed using metals, though still not cost-effectively for a full-scale impact limiter.
Since no cost-effective printing of a full-scale, metal impact limiter could be established in this study, several impact limiter designs that could be additive manufactured in segments were developed: the first design used 2,700 interlocking 5”x5”x10” AM fabricated bricks that could be fabricated by numerous AM printers, the second design used 442 compression-fitted 10”x10”x20” AM fabricated bricks that could be printed by FFF (fused filament fabrication) and SLM (selective laser melting) printers, and the third design used 36 form-fitted 20”x20”x40” AM fabricated bricks that could be printed by larger FFF printers. Each of these designs would be additive manufactured using 17/4 PH stainless steel, however to get the characteristics needed from impact limiters during HACs, the fabricated bricks could not be solid, rigid structures that would simply translate all the energy from, for example, a drop event to the package and its contents.
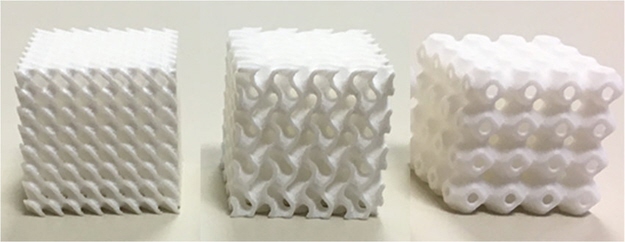
Instead, the AM fabricated bricks would need to be designed to be crushable to allow absorption of the energy from HACs and as a result, various infills patterns were examined including honeycomb, gyroid, and Schwartz-D (with the latter two really only producible using AM). After analyses and some testing, the gyroid pattern was selected primarily due to its ability to support larger compressive loads with less deformation. Another advantage of AM is that not only can these unique patterns be utilized, but the percentage of infill of these patterns can be easily modified and, in this study, infills of 5%, 10%, 20%, and 30% were physically and numerically analyzed for HAC-like conditions. As these infills have a significant impact on the amount of material used to produce the AM impact limiters, this parameter also dominates the ultimate cost of the AM of the impact limiters (outside the cost of the AM printer itself). As a result, price break even points were established based on the infill percentage compared to current estimated costs of hand-manufactured impact limiters.
In this paper, the proposed AM impact limiter segmented designs considered will be detailed (materials, brick segments, means to assemble) and the potential AM printers to print the full-sized segments identified, along with 1/12th AM plastic replicas
shown. In addition, examination of the different AM pattern infills considered will be contrasted against one another, including some compression test results at different infill percentages will be shown. The economics of AM of fabricated impact
limiters will also be contrasted to current impact limiter manufacturing processes and standards/codes currently available for AM components will be identified. Finally, the path forward in this fast-changing field of AM will be identified for the
potential fabrication of impact limiters.
>> Return to Orano White Papers